钢衬四氟管道与涂塑复合钢管都有不易堵塞,安装方便、无渗漏的优势,那么这两者之间都有哪些区别呢。
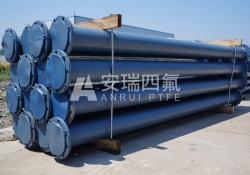
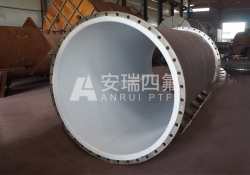
钢衬四氟管道是以无缝钢管、焊接钢管为基体,与高性能聚乙烯等塑料经复合或滚塑成型,具有不脱层,防腐性好,抗冲击性强摩擦系数小,安装简便等特点。作为环保新型管材在石油、化工、建筑等领域得到广泛应用。
从生产工艺上讲,钢衬四氟管道是在钢管内壁,按输送介质的要求内衬聚乙烯(PE)等热塑性塑料管制成,因而同时具有钢管和塑料管材的优越性;
内外涂塑复合钢管是以钢管为基材,以塑料粉末为涂层材料,在其内表面熔融涂敷上一层塑料层、在其外表面熔融涂敷上一层塑料层或其他材料防腐层的钢塑复合产品。
工业生产中我们常常会用到钢衬四氟管道,那么,您知道该管道的具体应用领域有哪些吗?
在化工、化肥、橡胶塑料等领域,我们可用钢衬四氟管道输送腐蚀性气体、液体、固体粉末。
在工业用水领域,我们可用该管道输送水、废渣、粉煤灰等。
在冶炼行业,我们可用其输送金属冶炼中的腐蚀性介质。
在矿山行业,我们可用其输送矿粉、矿浆、矿渣、尾矿等。
在市政行业:该管道可用于输送城市建筑给水、饮用水、消防水、热网回水、煤气、天然气,并作为高速公路埋地排水及绿化带浇灌等的通道。

钢衬四氟管除能熔融金属锂、钾、钠、三氟化氯、高温下的三氟化氧及高流速的液氟外,还可以抵抗包括浓硝酸和王水在内的几乎所有的化学介质。该管道可以在230—250℃的温度范围内工作。该管道虽然对强氧化剂、沸酸、碱及多种有机溶剂具有良好的耐腐蚀性,但不耐发烟硫酸、浓热硫酸和硝酸、90℃以上的酮、酯、胺类以及高温磺化剂的腐蚀。
钢衬四氟管道因具有上述耐腐蚀性,是输送强酸、强碱、盐及有强烈腐蚀性气体等介质的理想管道。